






巨力索具:吊装带成型流程有几部分?
来源:河北巨力吊装带销售有限公司 发布时间:2017-12-11
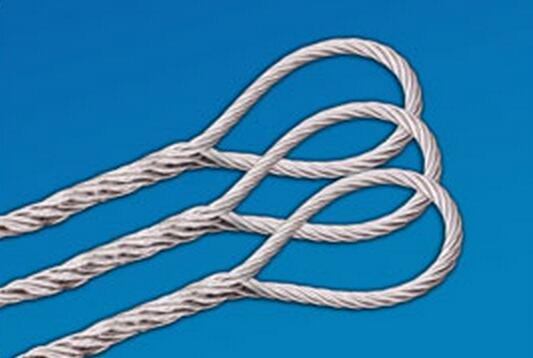
穿好针线,用边角料试机检查线迹如压脚是否符合规定要求。吊装带按所定供货长度断带长度,断口平齐。按照工艺要求进行操作。巨力吊索具缝合线在开始和结束处都必须有25mm“回缝”在100mm缝合长度内允许有一处缺陷(如错缝、漏缝、断线等)每一个缺陷可重新缝合予以补偿、环形柔吊带重叠至少50mm,缝线针迹密度,非承载处为8-12针/10cm,承载处9-15针/10cm以上或增加缝制增加针迹密度。
巨力索具股份有限公司始建于1985年,公司一直致力于索具研发制造,巨力索具公司是目前中国规模最大、品种最齐全、制造最专业的索具制造企业。